
BOSM-6010 ਵਿਰੋਧੀ-ਹੈੱਡ ਬੋਰਿੰਗ ਮਿਲਿੰਗ ਮਸ਼ੀਨ
1. ਮਸ਼ੀਨ ਦੀ ਵਰਤੋਂ:
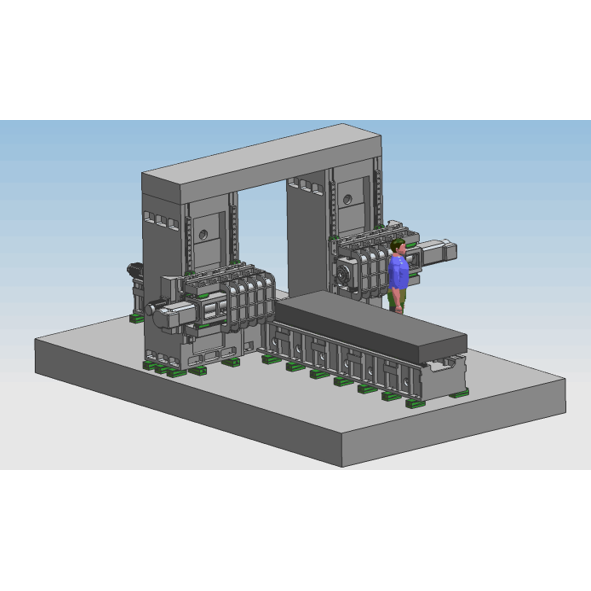
BOSM- 6000*1000 ਫਿਕਸਡ-ਬੀਮ CNC ਗੈਂਟਰੀ ਡਬਲ-ਕਾਲਮ ਹੈੱਡ-ਟੂ-ਹੈੱਡ ਬੋਰਿੰਗ ਅਤੇ ਮਿਲਿੰਗ ਮਸ਼ੀਨ ਖੁਦਾਈ ਹਥਿਆਰਾਂ/ਸਟਿਕਸ ਦੀ ਪ੍ਰਕਿਰਿਆ ਲਈ ਇੱਕ ਵਿਸ਼ੇਸ਼ ਮਸ਼ੀਨ ਟੂਲ ਹੈ।ਸਿਰਹਾਣਾ, ਵਰਕਪੀਸ ਦੀ ਤੇਜ਼ੀ ਨਾਲ ਪ੍ਰਕਿਰਿਆ ਦਾ ਅਹਿਸਾਸ ਕਰ ਸਕਦਾ ਹੈ, ਵਰਕਪੀਸ ਨੂੰ ਪ੍ਰਭਾਵੀ ਸਟ੍ਰੋਕ ਸੀਮਾ ਦੇ ਅੰਦਰ ਡ੍ਰਿਲ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਮਿੱਲ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ ਅਤੇ ਬੋਰ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਵਰਕਪੀਸ ਨੂੰ ਇੱਕ ਸਮੇਂ 'ਤੇ ਜਗ੍ਹਾ 'ਤੇ ਪ੍ਰੋਸੈਸ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ (ਸੈਕੰਡਰੀ ਕਲੈਂਪਿੰਗ ਦੀ ਕੋਈ ਲੋੜ ਨਹੀਂ), ਲੋਡਿੰਗ ਅਤੇ ਅਨਲੋਡਿੰਗ ਦੀ ਗਤੀ ਤੇਜ਼ ਹੈ, ਸਥਿਤੀ ਦੀ ਗਤੀ ਤੇਜ਼ ਹੈ, ਅਤੇ ਪ੍ਰੋਸੈਸਿੰਗ ਸ਼ੁੱਧਤਾ ਉੱਚ ਹੈ.ਉੱਚ, ਉੱਚ ਪ੍ਰੋਸੈਸਿੰਗ ਕੁਸ਼ਲਤਾ.
2.ਮਸ਼ੀਨ ਬਣਤਰਵਿਸ਼ੇਸ਼ਤਾਵਾਂ:
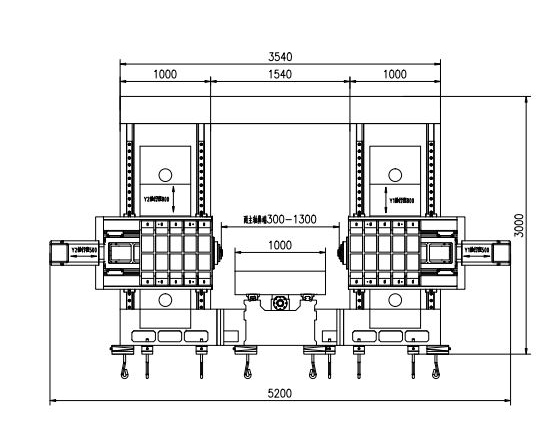
ਮਸ਼ੀਨ ਟੂਲ ਦੇ ਮੁੱਖ ਭਾਗ: ਬੈੱਡ, ਵਰਕਬੈਂਚ, ਖੱਬੇ ਅਤੇ ਸੱਜੇ ਕਾਲਮ, ਬੀਮ, ਗੈਂਟਰੀ ਕਨੈਕਟਿੰਗ ਬੀਮ, ਕਾਠੀ, ਰੈਮ, ਆਦਿ, ਵੱਡੇ ਹਿੱਸੇ ਰੈਜ਼ਿਨ ਰੇਤ ਮੋਲਡਿੰਗ, ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਸਲੇਟੀ ਲੋਹੇ 250 ਕਾਸਟਿੰਗ, ਗਰਮ ਵਿੱਚ ਐਨੀਲਡ ਕੀਤੇ ਗਏ ਹਨ। ਰੇਤ ਦਾ ਟੋਆ → ਵਾਈਬ੍ਰੇਸ਼ਨ ਏਜਿੰਗ → ਹੀਟ ਟ੍ਰੀਟਮੈਂਟ ਫਰਨੇਸ ਐਨੀਲਿੰਗ → ਵਾਈਬ੍ਰੇਸ਼ਨ ਏਜਿੰਗ → ਰਫ ਮਸ਼ੀਨਿੰਗ → ਵਾਈਬ੍ਰੇਸ਼ਨ ਏਜਿੰਗ → ਗਰਮ ਫਰਨੇਸ ਐਨੀਲਿੰਗ → ਵਾਈਬ੍ਰੇਸ਼ਨ ਏਜਿੰਗ → ਫਿਨਿਸ਼ਿੰਗ, ਹਿੱਸਿਆਂ ਦੇ ਨਕਾਰਾਤਮਕ ਤਣਾਅ ਨੂੰ ਪੂਰੀ ਤਰ੍ਹਾਂ ਖਤਮ ਕਰੋ, ਅਤੇ ਹਿੱਸਿਆਂ ਦੀ ਕਾਰਗੁਜ਼ਾਰੀ ਨੂੰ ਸਥਿਰ ਰੱਖੋ।ਫਿਕਸਡ ਬੈੱਡ, ਖੱਬੇ ਅਤੇ ਸੱਜੇ ਕਾਲਮ, ਗੈਂਟਰੀ, ਅਤੇ ਵਰਕਬੈਂਚ ਮੂਵ;ਇਸ ਵਿੱਚ ਮਿਲਿੰਗ, ਬੋਰਿੰਗ, ਡ੍ਰਿਲਿੰਗ, ਕਾਊਂਟਰਸਿੰਕਿੰਗ, ਟੈਪਿੰਗ ਆਦਿ ਦੇ ਕੰਮ ਹਨ। ਟੂਲ ਕੂਲਿੰਗ ਵਿਧੀ ਬਾਹਰੀ ਕੂਲਿੰਗ ਹੈ।ਮਸ਼ੀਨ ਟੂਲ ਵਿੱਚ 5 ਫੀਡ ਧੁਰੇ ਹੁੰਦੇ ਹਨ, ਜੋ 4-ਧੁਰੀ ਲਿੰਕੇਜ ਅਤੇ 5-ਧੁਰੀ ਸਿੰਗਲ-ਐਕਸ਼ਨ ਨੂੰ ਮਹਿਸੂਸ ਕਰ ਸਕਦੇ ਹਨ।2 ਪਾਵਰ ਹੈੱਡ ਹਨ।ਮਸ਼ੀਨ ਟੂਲ ਦਾ ਧੁਰਾ ਅਤੇ ਪਾਵਰ ਹੈੱਡ ਹੇਠਾਂ ਦਿੱਤੇ ਚਿੱਤਰ ਵਿੱਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ


2.1ਧੁਰੀ ਪ੍ਰਸਾਰਣ ਫੀਡ ਹਿੱਸੇ ਦੀ ਮੁੱਖ ਬਣਤਰ
2.1.1X-ਧੁਰਾ:ਵਰਕਟੇਬਲ ਫਿਕਸਡ ਬੈੱਡ ਦੀ ਗਾਈਡ ਰੇਲ ਦੇ ਨਾਲ-ਨਾਲ ਬਾਅਦ ਵਿੱਚ ਬਦਲਦਾ ਹੈ।
X 1- ਧੁਰੀ ਡਰਾਈਵ: AC ਸਰਵੋ ਮੋਟਰ ਪਲੱਸ ਉੱਚ-ਸ਼ੁੱਧਤਾ ਗ੍ਰਹਿ ਰੀਡਿਊਸਰ ਨੂੰ X-ਧੁਰੀ ਦੀ ਰੇਖਿਕ ਗਤੀ ਨੂੰ ਮਹਿਸੂਸ ਕਰਨ ਲਈ ਵਰਕਬੈਂਚ ਦੀ ਗਤੀ ਨੂੰ ਚਲਾਉਣ ਲਈ ਬਾਲ ਪੇਚ ਦੁਆਰਾ ਚਲਾਇਆ ਜਾਂਦਾ ਹੈ।
ਗਾਈਡ ਰੇਲ ਫਾਰਮ: ਦੋ ਉੱਚ-ਤਾਕਤ ਸਟੀਕਸ਼ਨ ਲੀਨੀਅਰ ਗਾਈਡ ਰੇਲ ਰੱਖੋ।
2.1.2 Z1 ਧੁਰਾ:ਪਾਵਰ ਹੈੱਡ ਅਤੇ ਇੱਕ ਕਾਠੀ ਕਾਲਮ ਦੇ ਅਗਲੇ ਪਾਸੇ ਲੰਬਕਾਰੀ ਤੌਰ 'ਤੇ ਸਥਾਪਤ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਕਾਲਮ ਗਾਈਡ ਰੇਲ ਦੇ ਨਾਲ ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ ਮੁੜ-ਮੁੜ ਹੁੰਦੀ ਹੈ।
Z1-ਐਕਸਿਸ ਟਰਾਂਸਮਿਸ਼ਨ: AC ਸਰਵੋ ਮੋਟਰ ਅਤੇ ਸਿੰਕ੍ਰੋਨਸ ਵ੍ਹੀਲ ਦੀ ਵਰਤੋਂ Z- ਧੁਰੀ ਰੇਖਿਕ ਗਤੀ ਨੂੰ ਸਮਝਣ ਲਈ ਕਾਠੀ ਨੂੰ ਚਲਾਉਣ ਲਈ ਬਾਲ ਪੇਚ ਨੂੰ ਚਲਾਉਣ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
2.1.3 Z2 ਧੁਰਾ:ਪਾਵਰ ਹੈੱਡ ਅਤੇ ਇੱਕ ਕਾਠੀ ਕਾਲਮ ਦੇ ਅਗਲੇ ਪਾਸੇ ਲੰਬਕਾਰੀ ਤੌਰ 'ਤੇ ਸਥਾਪਤ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਕਾਲਮ ਗਾਈਡ ਰੇਲ ਦੇ ਨਾਲ ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ ਮੁੜ-ਮੁੜ ਹੁੰਦੀ ਹੈ।
Z2-ਐਕਸਿਸ ਟਰਾਂਸਮਿਸ਼ਨ: AC ਸਰਵੋ ਮੋਟਰ ਅਤੇ ਸਿੰਕ੍ਰੋਨਸ ਵ੍ਹੀਲ ਦੀ ਵਰਤੋਂ Z- ਧੁਰੀ ਰੇਖਿਕ ਮੋਸ਼ਨ ਨੂੰ ਸਮਝਣ ਲਈ ਕਾਠੀ ਨੂੰ ਚਲਾਉਣ ਲਈ ਬਾਲ ਪੇਚ ਨੂੰ ਚਲਾਉਣ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
2.1.4 Y1 ਧੁਰਾ:ਪਾਵਰ ਹੈੱਡ ਕਾਠੀ ਸੱਜੇ ਕਾਲਮ ਦੇ ਸਾਹਮਣੇ ਵਾਲੇ ਪਾਸੇ ਖੜ੍ਹਵੇਂ ਤੌਰ 'ਤੇ ਸਥਾਪਿਤ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਕਾਲਮ ਗਾਈਡ ਰੇਲ ਦੇ ਨਾਲ ਖੱਬੇ ਅਤੇ ਸੱਜੇ ਪਾਸੇ ਮਿਲਦੀ ਹੈ।
Y1-ਧੁਰੀ ਪ੍ਰਸਾਰਣ: AC ਸਰਵੋ ਮੋਟਰ ਪਲੱਸ ਉੱਚ-ਸ਼ੁੱਧਤਾ ਗ੍ਰਹਿ ਰੀਡਿਊਸਰ ਦੀ ਵਰਤੋਂ Y1- ਧੁਰੇ ਦੀ ਰੇਖਿਕ ਗਤੀ ਨੂੰ ਸਮਝਣ ਲਈ ਬਾਲ ਪੇਚ ਦੁਆਰਾ ਜਾਣ ਲਈ ਰੈਮ ਨੂੰ ਚਲਾਉਣ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
2.1.5 Y2 ਧੁਰਾ:ਪਾਵਰ ਹੈੱਡ ਕਾਠੀ ਸੱਜੇ ਕਾਲਮ ਦੇ ਸਾਹਮਣੇ ਵਾਲੇ ਪਾਸੇ ਲੰਬਕਾਰੀ ਤੌਰ 'ਤੇ ਸਥਾਪਿਤ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਕਾਲਮ ਗਾਈਡ ਰੇਲ ਦੇ ਨਾਲ ਖੱਬੇ ਅਤੇ ਸੱਜੇ ਪਾਸੇ ਮਿਲਦੀ ਹੈ।
Y2-ਐਕਸਿਸ ਟਰਾਂਸਮਿਸ਼ਨ: AC ਸਰਵੋ ਮੋਟਰ ਪਲੱਸ ਹਾਈ-ਪ੍ਰੀਸੀਜ਼ਨ ਪਲੈਨੇਟਰੀ ਰੀਡਿਊਸਰ ਦੀ ਵਰਤੋਂ Y2- ਧੁਰੀ ਰੇਖਿਕ ਮੋਸ਼ਨ ਨੂੰ ਮਹਿਸੂਸ ਕਰਨ ਲਈ ਬਾਲ ਪੇਚ ਦੁਆਰਾ ਜਾਣ ਲਈ ਰੈਮ ਨੂੰ ਚਲਾਉਣ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
2.2ਡ੍ਰਿਲਿੰਗ ਅਤੇ ਮਿਲਿੰਗ ਪਾਵਰ ਹੈੱਡ (ਪਾਵਰ ਹੈੱਡ 1 ਅਤੇ 2 ਸਮੇਤ) ਦੀ ਮੂਵਿੰਗ ਦਿਸ਼ਾ ਇੱਕ ਵਰਗ ਰੈਮ ਬਣਤਰ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ, ਸਭ ਤੋਂ ਉੱਨਤ ਵਾਇਰ-ਹਾਰਡ ਸੰਯੁਕਤ ਗਾਈਡ ਰੇਲ ਵਿਧੀ, ਹਾਰਡ ਰੇਲ ਮਜ਼ਬੂਤ ਸਪੋਰਟ ਨਾਲ ਘਿਰੀ ਹੋਈ ਹੈ, 4 ਲੀਨੀਅਰ ਰੋਲਰ ਗਾਈਡ ਰੇਲ ਜੋੜਿਆਂ ਨੂੰ ਗਾਈਡ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਡਰਾਈਵ AC ਸਰਵੋ ਮੋਟਰ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ ਸਿੰਕ੍ਰੋਨਸ ਬੈਲਟ (i=2) ਅਤੇ ਸ਼ੁੱਧਤਾ ਬਾਲ ਸਕ੍ਰੂ ਟ੍ਰਾਂਸਮਿਸ਼ਨ ਨੂੰ ਚਲਾਓ, ਪਾਵਰ ਹੈੱਡ ਸਮਕਾਲੀ ਬੈਲਟ ਅਤੇ ਸਮਕਾਲੀ ਪਹੀਏ ਦੁਆਰਾ ਘੱਟ ਕਰਨ ਲਈ ਸਰਵੋ ਮੋਟਰ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ, ਹੈਵੀ-ਡਿਊਟੀ ਸ਼ੁੱਧਤਾ ਦੁਆਰਾ ਨਿਰਦੇਸ਼ਤ ਗਾਈਡ ਰੇਲ ਜੋੜਾ, ਅਤੇ ਰੋਟੇਟ ਕਰਨ ਲਈ ਵਰਟੀਕਲ ਬਾਲ ਪੇਚ ਨੂੰ ਚਲਾਉਂਦਾ ਹੈ, ਪਾਵਰ ਹੈਡ ਡੂ ਅੱਪ ਅਤੇ ਡਾਊਨ ਵਰਟੀਕਲ ਮੂਵਮੈਂਟ ਨੂੰ ਸਮਝਦਾ ਹੈ, ਅਤੇ ਸਕ੍ਰੂ ਅਤੇ ਸਰਵੋ ਮੋਟਰ 'ਤੇ ਮਸ਼ੀਨ ਹੈੱਡ ਦੀ ਬੇਅਰਿੰਗ ਸਮਰੱਥਾ ਨੂੰ ਘਟਾਉਣ ਲਈ ਨਾਈਟ੍ਰੋਜਨ ਬੈਲੇਂਸ ਬਾਰ ਨਾਲ ਲੈਸ ਹੁੰਦਾ ਹੈ।ਜ਼ੈੱਡ-ਐਕਸਿਸ ਮੋਟਰ ਵਿੱਚ ਇੱਕ ਆਟੋਮੈਟਿਕ ਬ੍ਰੇਕ ਫੰਕਸ਼ਨ ਹੈ।ਪਾਵਰ ਫੇਲ ਹੋਣ ਦੇ ਮਾਮਲੇ ਵਿੱਚ, ਆਟੋਮੈਟਿਕ ਬ੍ਰੇਕ ਮੋਟਰ ਸ਼ਾਫਟ ਨੂੰ ਕੱਸ ਕੇ ਫੜ ਲਵੇਗਾ।, ਤਾਂ ਜੋ ਇਹ ਘੁੰਮ ਨਾ ਸਕੇ।ਕੰਮ ਕਰਦੇ ਸਮੇਂ, ਜਦੋਂ ਡ੍ਰਿਲ ਬਿੱਟ ਵਰਕਪੀਸ ਨੂੰ ਨਹੀਂ ਛੂਹਦਾ, ਇਹ ਤੇਜ਼ੀ ਨਾਲ ਫੀਡ ਕਰੇਗਾ;ਜਦੋਂ ਡ੍ਰਿਲ ਬਿੱਟ ਵਰਕਪੀਸ ਨੂੰ ਛੂੰਹਦਾ ਹੈ, ਇਹ ਆਪਣੇ ਆਪ ਕੰਮ ਕਰਨ ਵਾਲੀ ਫੀਡ 'ਤੇ ਬਦਲ ਜਾਵੇਗਾ।ਜਦੋਂ ਡ੍ਰਿਲ ਬਿੱਟ ਵਰਕਪੀਸ ਵਿੱਚ ਪ੍ਰਵੇਸ਼ ਕਰਦਾ ਹੈ, ਤਾਂ ਇਹ ਆਪਣੇ ਆਪ ਤੇਜ਼ ਰੀਵਾਇੰਡ ਵਿੱਚ ਬਦਲ ਜਾਵੇਗਾ;ਜਦੋਂ ਡ੍ਰਿਲ ਬਿੱਟ ਦਾ ਅੰਤ ਵਰਕਪੀਸ ਨੂੰ ਛੱਡ ਦਿੰਦਾ ਹੈ ਅਤੇ ਸੈੱਟ ਸਥਿਤੀ 'ਤੇ ਪਹੁੰਚਦਾ ਹੈ, ਤਾਂ ਵਰਕਟੇਬਲ ਆਟੋਮੈਟਿਕ ਸਰਕੂਲੇਸ਼ਨ ਨੂੰ ਮਹਿਸੂਸ ਕਰਨ ਲਈ ਅਗਲੀ ਮੋਰੀ ਸਥਿਤੀ 'ਤੇ ਚਲੇ ਜਾਵੇਗਾ।ਪਾਵਰ ਹੈੱਡ ਤਾਰ ਅਤੇ ਹਾਰਡ ਰੇਲ ਦੇ ਸੁਮੇਲ ਨੂੰ ਅਪਣਾਉਂਦਾ ਹੈ, ਜੋ ਨਾ ਸਿਰਫ ਸਾਜ਼-ਸਾਮਾਨ ਦੀ ਚੱਲਣ ਦੀ ਗਤੀ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦਾ ਹੈ, ਸਗੋਂ ਸਾਜ਼ੋ-ਸਾਮਾਨ ਦੀ ਕਠੋਰਤਾ ਨੂੰ ਵੀ ਬਹੁਤ ਵਧਾਉਂਦਾ ਹੈ।ਅਤੇ ਇਹ ਅੰਨ੍ਹੇ ਮੋਰੀ ਡ੍ਰਿਲਿੰਗ, ਮਿਲਿੰਗ, ਚੈਂਫਰਿੰਗ, ਚਿੱਪ ਤੋੜਨ, ਆਟੋਮੈਟਿਕ ਚਿੱਪ ਹਟਾਉਣ, ਆਦਿ ਦੇ ਕਾਰਜਾਂ ਨੂੰ ਮਹਿਸੂਸ ਕਰ ਸਕਦਾ ਹੈ, ਜੋ ਕਿ ਲੇਬਰ ਉਤਪਾਦਕਤਾ ਵਿੱਚ ਸੁਧਾਰ ਕਰਦਾ ਹੈ।

(ਖੱਬੇ ਪਾਵਰ ਹੈੱਡ)
2.3ਚਿੱਪ ਹਟਾਉਣ ਅਤੇ ਕੂਲਿੰਗ
ਵਰਕਬੈਂਚ ਦੇ ਹੇਠਾਂ ਦੋਵੇਂ ਪਾਸੇ ਸਪਿਰਲ ਅਤੇ ਫਲੈਟ ਚੇਨ ਚਿੱਪ ਕਨਵੇਅਰ ਸਥਾਪਿਤ ਕੀਤੇ ਗਏ ਹਨ, ਅਤੇ ਸਭਿਅਕ ਉਤਪਾਦਨ ਨੂੰ ਮਹਿਸੂਸ ਕਰਨ ਲਈ ਚਿਪਸ ਨੂੰ ਸਪਿਰਲ ਅਤੇ ਚੇਨ ਪਲੇਟਾਂ ਦੇ ਦੋ ਪੜਾਵਾਂ ਰਾਹੀਂ ਅੰਤ ਵਿੱਚ ਚਿਪ ਕਨਵੇਅਰ ਨੂੰ ਆਪਣੇ ਆਪ ਡਿਸਚਾਰਜ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।ਚਿੱਪ ਕਨਵੇਅਰ ਦੇ ਕੂਲੈਂਟ ਟੈਂਕ ਵਿੱਚ ਇੱਕ ਕੂਲਿੰਗ ਪੰਪ ਹੈ, ਜਿਸਦੀ ਵਰਤੋਂ ਡ੍ਰਿਲ ਬਿੱਟ ਦੀ ਡਿਰਲ ਕਾਰਗੁਜ਼ਾਰੀ ਅਤੇ ਸੇਵਾ ਜੀਵਨ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਟੂਲ ਦੀ ਬਾਹਰੀ ਕੂਲਿੰਗ ਲਈ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ, ਅਤੇ ਕੂਲੈਂਟ ਨੂੰ ਰੀਸਾਈਕਲ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
3.ਪੂਰੀ ਡਿਜੀਟਲ ਸੰਖਿਆਤਮਕ ਨਿਯੰਤਰਣ ਪ੍ਰਣਾਲੀ:
3.1.ਚਿੱਪ ਬ੍ਰੇਕਿੰਗ ਫੰਕਸ਼ਨ ਦੇ ਨਾਲ, ਚਿੱਪ ਤੋੜਨ ਦਾ ਸਮਾਂ ਅਤੇ ਚਿੱਪ ਬ੍ਰੇਕਿੰਗ ਚੱਕਰ ਨੂੰ ਮੈਨ-ਮਸ਼ੀਨ ਇੰਟਰਫੇਸ 'ਤੇ ਸੈੱਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
3.2.ਟੂਲ ਲਿਫਟਿੰਗ ਫੰਕਸ਼ਨ ਦੇ ਨਾਲ, ਟੂਲ ਲਿਫਟਿੰਗ ਦੀ ਉਚਾਈ ਨੂੰ ਮੈਨ-ਮਸ਼ੀਨ ਇੰਟਰਫੇਸ 'ਤੇ ਸੈੱਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ.ਜਦੋਂ ਡ੍ਰਿਲਿੰਗ ਇਸ ਉਚਾਈ 'ਤੇ ਪਹੁੰਚ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਡ੍ਰਿਲ ਬਿੱਟ ਨੂੰ ਤੇਜ਼ੀ ਨਾਲ ਵਰਕਪੀਸ ਦੇ ਸਿਖਰ 'ਤੇ ਚੁੱਕਿਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਫਿਰ ਚਿਪਸ ਨੂੰ ਸੁੱਟ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਫਿਰ ਤੇਜ਼ੀ ਨਾਲ ਡ੍ਰਿਲਿੰਗ ਸਤਹ 'ਤੇ ਅੱਗੇ ਵਧਾਇਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਆਪਣੇ ਆਪ ਕੰਮ ਵਿੱਚ ਬਦਲ ਜਾਂਦਾ ਹੈ।
3.3.ਕੇਂਦਰੀਕ੍ਰਿਤ ਆਪਰੇਸ਼ਨ ਕੰਟਰੋਲ ਬਾਕਸ ਅਤੇ ਹੈਂਡਹੈਲਡ ਯੂਨਿਟ ਸੰਖਿਆਤਮਕ ਨਿਯੰਤਰਣ ਪ੍ਰਣਾਲੀ ਨੂੰ ਅਪਣਾਉਂਦੇ ਹਨ ਅਤੇ USB ਇੰਟਰਫੇਸ ਅਤੇ LCD ਤਰਲ ਕ੍ਰਿਸਟਲ ਡਿਸਪਲੇਅ ਨਾਲ ਲੈਸ ਹੁੰਦੇ ਹਨ।ਪ੍ਰੋਗਰਾਮਿੰਗ, ਸਟੋਰੇਜ, ਡਿਸਪਲੇ ਅਤੇ ਸੰਚਾਰ ਦੀ ਸਹੂਲਤ ਲਈ, ਓਪਰੇਸ਼ਨ ਇੰਟਰਫੇਸ ਵਿੱਚ ਮੈਨ-ਮਸ਼ੀਨ ਵਾਰਤਾਲਾਪ, ਗਲਤੀ ਮੁਆਵਜ਼ਾ, ਅਤੇ ਆਟੋਮੈਟਿਕ ਅਲਾਰਮ ਵਰਗੇ ਕਾਰਜ ਹਨ।
3.4.ਸਾਜ਼-ਸਾਮਾਨ ਵਿੱਚ ਪ੍ਰੋਸੈਸਿੰਗ ਤੋਂ ਪਹਿਲਾਂ ਮੋਰੀ ਸਥਿਤੀ ਦਾ ਪੂਰਵਦਰਸ਼ਨ ਅਤੇ ਮੁੜ-ਮੁਆਇਨਾ ਕਰਨ ਦਾ ਕੰਮ ਹੈ, ਅਤੇ ਓਪਰੇਸ਼ਨ ਬਹੁਤ ਸੁਵਿਧਾਜਨਕ ਹੈ.
4.ਆਟੋਮੈਟਿਕ ਲੁਬਰੀਕੇਸ਼ਨ
ਮਸ਼ੀਨ ਟੂਲ ਸ਼ੁੱਧਤਾ ਲੀਨੀਅਰ ਗਾਈਡ ਰੇਲ ਜੋੜੇ, ਸ਼ੁੱਧਤਾ ਬਾਲ ਪੇਚ ਜੋੜੇ ਅਤੇ ਹੋਰ ਉੱਚ-ਸ਼ੁੱਧਤਾ ਮੋਸ਼ਨ ਜੋੜੇ ਆਟੋਮੈਟਿਕ ਲੁਬਰੀਕੇਸ਼ਨ ਪ੍ਰਣਾਲੀਆਂ ਨਾਲ ਲੈਸ ਹਨ.ਆਟੋਮੈਟਿਕ ਲੁਬਰੀਕੇਟਿੰਗ ਪੰਪ ਦਬਾਅ ਦਾ ਤੇਲ ਕੱਢਦਾ ਹੈ, ਅਤੇ ਮਾਤਰਾਤਮਕ ਲੁਬਰੀਕੇਟਰ ਤੇਲ ਚੈਂਬਰ ਤੇਲ ਵਿੱਚ ਦਾਖਲ ਹੁੰਦਾ ਹੈ।ਤੇਲ ਦੇ ਚੈਂਬਰ ਦੇ ਤੇਲ ਨਾਲ ਭਰੇ ਜਾਣ ਤੋਂ ਬਾਅਦ, ਜਦੋਂ ਸਿਸਟਮ ਦਾ ਦਬਾਅ 1.4-1.75Mpa ਤੱਕ ਵੱਧ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਸਿਸਟਮ ਵਿੱਚ ਪ੍ਰੈਸ਼ਰ ਸਵਿੱਚ ਬੰਦ ਹੋ ਜਾਂਦਾ ਹੈ, ਪੰਪ ਬੰਦ ਹੋ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਅਨਲੋਡਿੰਗ ਵਾਲਵ ਉਸੇ ਸਮੇਂ ਅਨਲੋਡ ਹੋ ਜਾਂਦਾ ਹੈ।ਜਦੋਂ ਸੜਕ ਵਿੱਚ ਤੇਲ ਦਾ ਦਬਾਅ 0.2Mpa ਤੋਂ ਘੱਟ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਮਾਤਰਾਤਮਕ ਲੁਬਰੀਕੇਟਰ ਲੁਬਰੀਕੇਟਿੰਗ ਪੁਆਇੰਟ ਨੂੰ ਭਰਨਾ ਸ਼ੁਰੂ ਕਰਦਾ ਹੈ ਅਤੇ ਇੱਕ ਤੇਲ ਭਰਨ ਨੂੰ ਪੂਰਾ ਕਰਦਾ ਹੈ।ਮਾਤਰਾਤਮਕ ਤੇਲ ਇੰਜੈਕਟਰ ਦੀ ਸਹੀ ਤੇਲ ਸਪਲਾਈ ਅਤੇ ਸਿਸਟਮ ਪ੍ਰੈਸ਼ਰ ਦਾ ਪਤਾ ਲਗਾਉਣ ਦੇ ਕਾਰਨ, ਤੇਲ ਦੀ ਸਪਲਾਈ ਭਰੋਸੇਯੋਗ ਹੈ, ਇਹ ਸੁਨਿਸ਼ਚਿਤ ਕਰਦੀ ਹੈ ਕਿ ਹਰੇਕ ਕਾਇਨੇਮੈਟਿਕ ਜੋੜੇ ਦੀ ਸਤਹ 'ਤੇ ਇੱਕ ਤੇਲ ਫਿਲਮ ਹੈ, ਰਗੜ ਅਤੇ ਪਹਿਨਣ ਨੂੰ ਘਟਾਉਣਾ, ਅਤੇ ਨੁਕਸਾਨ ਨੂੰ ਰੋਕਣਾ। ਓਵਰਹੀਟਿੰਗ ਕਾਰਨ ਅੰਦਰੂਨੀ ਬਣਤਰ., ਮਸ਼ੀਨ ਟੂਲ ਦੀ ਸ਼ੁੱਧਤਾ ਅਤੇ ਜੀਵਨ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ.ਸਲਾਈਡਿੰਗ ਗਾਈਡ ਰੇਲ ਜੋੜਾ ਦੇ ਮੁਕਾਬਲੇ, ਇਸ ਮਸ਼ੀਨ ਟੂਲ ਵਿੱਚ ਵਰਤੇ ਜਾਣ ਵਾਲੇ ਰੋਲਿੰਗ ਲੀਨੀਅਰ ਗਾਈਡ ਰੇਲ ਜੋੜੇ ਦੇ ਫਾਇਦਿਆਂ ਦੀ ਇੱਕ ਲੜੀ ਹੈ:
① ਗਤੀ ਸੰਵੇਦਨਸ਼ੀਲਤਾ ਉੱਚ ਹੈ, ਰੋਲਿੰਗ ਗਾਈਡ ਰੇਲ ਦਾ ਰਗੜ ਗੁਣਾਂਕ ਛੋਟਾ ਹੈ, ਸਿਰਫ 0.0025~ 0.01, ਅਤੇ ਡ੍ਰਾਈਵਿੰਗ ਪਾਵਰ ਬਹੁਤ ਘੱਟ ਹੈ, ਜੋ ਕਿ ਆਮ ਮਸ਼ੀਨਰੀ ਦੇ ਸਿਰਫ 1/10 ਦੇ ਬਰਾਬਰ ਹੈ।
② ਗਤੀਸ਼ੀਲ ਅਤੇ ਸਥਿਰ ਰਗੜ ਵਿਚਕਾਰ ਅੰਤਰ ਬਹੁਤ ਛੋਟਾ ਹੈ, ਅਤੇ ਫਾਲੋ-ਅਪ ਪ੍ਰਦਰਸ਼ਨ ਸ਼ਾਨਦਾਰ ਹੈ, ਯਾਨੀ, ਡ੍ਰਾਈਵਿੰਗ ਸਿਗਨਲ ਅਤੇ ਮਕੈਨੀਕਲ ਐਕਸ਼ਨ ਵਿਚਕਾਰ ਸਮਾਂ ਅੰਤਰਾਲ ਬਹੁਤ ਛੋਟਾ ਹੈ, ਜੋ ਕਿ ਪ੍ਰਤੀਕ੍ਰਿਆ ਦੀ ਗਤੀ ਅਤੇ ਸੰਵੇਦਨਸ਼ੀਲਤਾ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣ ਲਈ ਅਨੁਕੂਲ ਹੈ। ਸੰਖਿਆਤਮਕ ਕੰਟਰੋਲ ਸਿਸਟਮ.
③ਇਹ ਹਾਈ-ਸਪੀਡ ਲੀਨੀਅਰ ਮੋਸ਼ਨ ਲਈ ਢੁਕਵਾਂ ਹੈ, ਅਤੇ ਇਸਦੀ ਤਤਕਾਲ ਗਤੀ ਸਲਾਈਡਿੰਗ ਗਾਈਡ ਰੇਲਾਂ ਨਾਲੋਂ ਲਗਭਗ 10 ਗੁਣਾ ਵੱਧ ਹੈ।
④ ਇਹ ਖਾਲੀ ਅੰਦੋਲਨ ਨੂੰ ਮਹਿਸੂਸ ਕਰ ਸਕਦਾ ਹੈ ਅਤੇ ਮਕੈਨੀਕਲ ਸਿਸਟਮ ਦੀ ਅੰਦੋਲਨ ਦੀ ਕਠੋਰਤਾ ਨੂੰ ਸੁਧਾਰ ਸਕਦਾ ਹੈ.
⑤ਪੇਸ਼ੇਵਰ ਨਿਰਮਾਤਾਵਾਂ ਦੁਆਰਾ ਤਿਆਰ ਕੀਤਾ ਗਿਆ ਹੈ, ਇਸ ਵਿੱਚ ਉੱਚ ਸ਼ੁੱਧਤਾ, ਚੰਗੀ ਬਹੁਪੱਖੀਤਾ ਅਤੇ ਆਸਾਨ ਰੱਖ-ਰਖਾਅ ਹੈ।

5.ਮਸ਼ੀਨ ਦੀ ਵਰਤੋਂ ਦਾ ਵਾਤਾਵਰਣ:
ਪਾਵਰ ਸਪਲਾਈ: ਤਿੰਨ-ਪੜਾਅ AC380V ± 10%, 50Hz ± 1 ਅੰਬੀਨਟ ਤਾਪਮਾਨ: 0 ° ~ 45 °
ਪੰਜ, ਮੁੱਖ ਤਕਨੀਕੀ ਮਾਪਦੰਡ:


| ਮਾਡਲ | BOSM4014 | |
| ਅਧਿਕਤਮ ਪ੍ਰੋਸੈਸਿੰਗ ਵਰਕਪੀਸ ਦਾ ਆਕਾਰ | ਲੰਬਾਈ × ਚੌੜਾਈ × ਉਚਾਈ (ਮਿਲੀਮੀਟਰ) 4000 × 1600 × 1000 | |
| ਗੈਂਟਰੀ ਅਧਿਕਤਮ ਫੀਡ | ਚੌੜਾਈ (ਮਿਲੀਮੀਟਰ) | 2300 ਹੈ |
| ਵਰਕਿੰਗ ਟੇਬਲ ਦਾ ਆਕਾਰ | ਲੰਬਾਈ X ਚੌੜਾਈ (ਮਿਲੀਮੀਟਰ) | 4000*1400 |
|
ਹਰੀਜੱਟਲ ਰੈਮ ਟਾਈਪ ਡਰਿਲਿੰਗ ਹੈਡ ਪਾਵਰ ਸਿਰ ਇੱਕ ਦੋ
| ਮਾਤਰਾ (2) | 2 |
| ਸਪਿੰਡਲ ਟੇਪਰ | BT50 | |
| ਡ੍ਰਿਲਿੰਗ ਵਿਆਸ (ਮਿਲੀਮੀਟਰ) | Φ2-Φ60 | |
| ਟੈਪਿੰਗ ਵਿਆਸ (ਮਿਲੀਮੀਟਰ) | M3-M30 | |
| ਮਿਲਿੰਗ ਕਟਰ ਡਿਸਕ ਵਿਆਸ (ਮਿਲੀਮੀਟਰ) | 300 | |
| ਸਪਿੰਡਲ ਸਪੀਡ (r/min) | 30~6000 | |
| ਸਰਵੋ ਸਪਿੰਡਲ ਮੋਟਰ ਪਾਵਰ (kw) | 37 | |
| ਟੇਬਲ ਸੈਂਟਰ ਤੋਂ ਸਪਿੰਡਲ ਨੱਕ ਦੀ ਦੂਰੀ (ਮਿਲੀਮੀਟਰ) | 650-1150 ਹੈ | |
| ਇੱਕ ਸਿੰਗਲ ਰੈਮ (ਮਿਲੀਮੀਟਰ) ਦਾ ਖੱਬਾ ਅਤੇ ਸੱਜੇ ਸਟ੍ਰੋਕ | 500 | |
| ਰੈਮ ਦੇ ਕੇਂਦਰ ਅਤੇ ਟੇਬਲ ਦੇ ਪਲੇਨ ਵਿਚਕਾਰ ਦੂਰੀ (ਮਿਲੀਮੀਟਰ) | 200-1400 ਹੈ | |
| ਰੈਮ (ਮਿਲੀਮੀਟਰ) ਦਾ ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ ਸਟ੍ਰੋਕ | 1200 | |
| ਦੁਹਰਾਉਣਯੋਗਤਾ | 300mm*300mm | ±0.02 |
| ਮਸ਼ੀਨ ਟੂਲ ਮਾਪ | ਲੰਬਾਈ × ਚੌੜਾਈ × ਉਚਾਈ (ਮਿਲੀਮੀਟਰ) | ਡਰਾਇੰਗ ਦੇ ਅਨੁਸਾਰ |
| ਕੁੱਲ ਭਾਰ (ਟੀ) | (ਲਗਭਗ) 36 | |

ਉਪਰੋਕਤ ਪੈਰਾਮੀਟਰ ਸ਼ੁਰੂਆਤੀ ਡਿਜ਼ਾਈਨ ਪੈਰਾਮੀਟਰ ਹਨ।ਅਸਲ ਡਿਜ਼ਾਇਨ ਵਿੱਚ, ਵਰਕਪੀਸ ਦੀਆਂ ਪ੍ਰੋਸੈਸਿੰਗ ਲੋੜਾਂ ਅਤੇ ਮਸ਼ੀਨ ਟੂਲ ਦੀਆਂ ਡਿਜ਼ਾਈਨ ਲੋੜਾਂ ਦੇ ਅਨੁਸਾਰ ਤਬਦੀਲੀਆਂ ਹੋ ਸਕਦੀਆਂ ਹਨ, ਤਾਂ ਜੋ ਤੁਹਾਡੀ ਕੰਪਨੀ ਦੇ ਪ੍ਰੋਸੈਸਿੰਗ ਪੁਰਜ਼ਿਆਂ ਦੀਆਂ ਲੋੜਾਂ ਨੂੰ ਪੂਰਾ ਕੀਤਾ ਜਾ ਸਕੇ।






