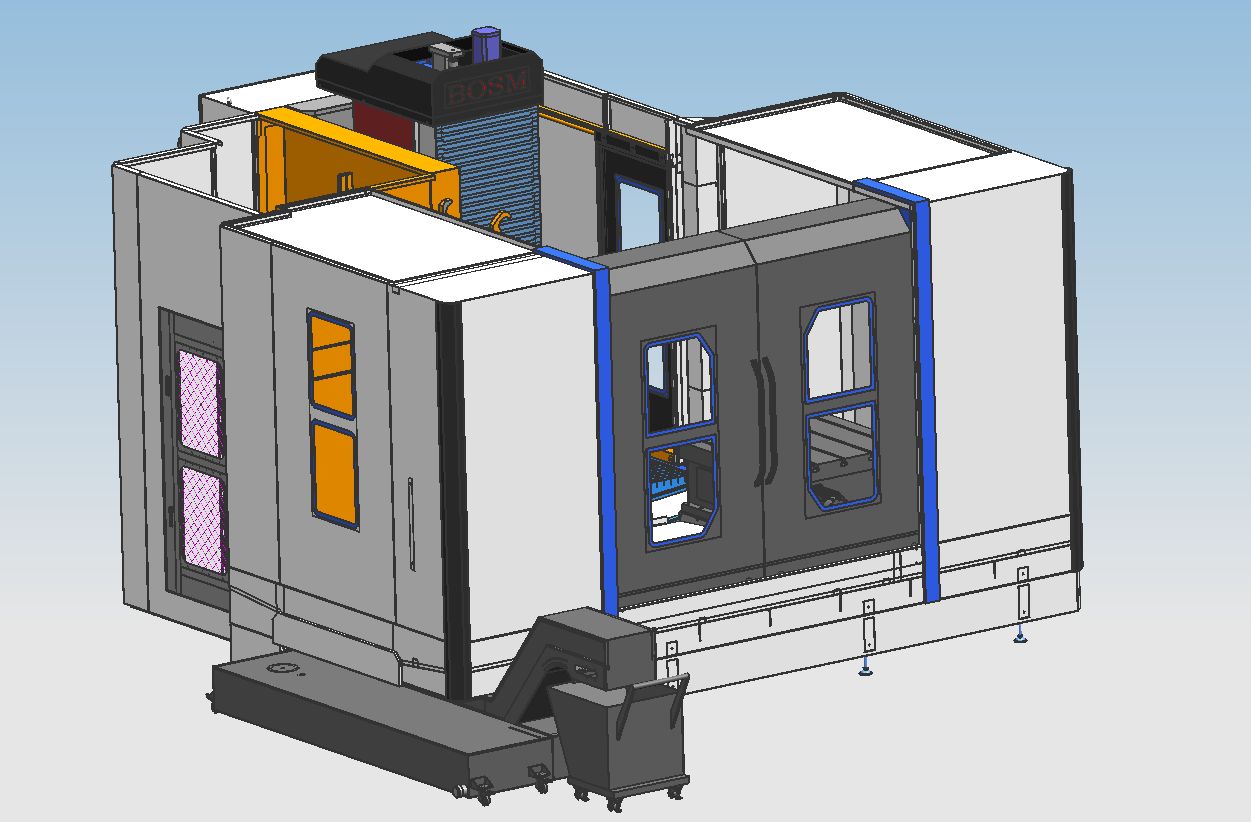
BOSM -4Z2000 ਹਾਈ ਸਪੀਡ CNC ਡ੍ਰਿਲਿੰਗ ਅਤੇ ਮਿਲਿੰਗ ਮਸ਼ੀਨ
1. ਉਪਕਰਨ ਦੀ ਵਰਤੋਂ:
BOSM-1000 ਹਰੀਜੱਟਲ ਸੀਐਨਸੀ ਡ੍ਰਿਲਿੰਗ ਅਤੇ ਮਿਲਿੰਗ ਮਸ਼ੀਨ ਮੁੱਖ ਤੌਰ 'ਤੇ ਮੋਟਾਈ ਦੀ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਰੇਂਜ ਦੇ ਅੰਦਰ ਵਾਲਵ, ਵਾਲਵ ਬਲਾਕ, ਰੀਡਿਊਸਰ, ਫਲੈਂਜ, ਡਿਸਕ, ਰਿੰਗ, ਸਲੀਵਿੰਗ ਸਪੋਰਟ ਅਤੇ ਹੋਰ ਵਰਕਪੀਸ ਦੀ ਬਹੁ-ਪੱਖੀ ਕੁਸ਼ਲ ਡ੍ਰਿਲਿੰਗ, ਮਿਲਿੰਗ, ਟੈਪਿੰਗ ਅਤੇ ਬੋਰਿੰਗ ਪ੍ਰੋਸੈਸਿੰਗ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਹੈ। . ਡ੍ਰਿਲਿੰਗ, ਮਿਲਿੰਗ, ਟੈਪਿੰਗ ਅਤੇ ਬੋਰਿੰਗ ਨੂੰ ਸਿੰਗਲ ਸਮੱਗਰੀ ਦੇ ਹਿੱਸਿਆਂ ਅਤੇ ਮਿਸ਼ਰਿਤ ਸਮੱਗਰੀਆਂ 'ਤੇ ਮਹਿਸੂਸ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। ਮਸ਼ੀਨ ਦੀ ਮਸ਼ੀਨਿੰਗ ਪ੍ਰਕਿਰਿਆ ਡਿਜੀਟਲ ਤੌਰ 'ਤੇ ਨਿਯੰਤਰਿਤ ਹੈ, ਅਤੇ ਓਪਰੇਸ਼ਨ ਬਹੁਤ ਸੁਵਿਧਾਜਨਕ ਹੈ. ਇਹ ਆਟੋਮੇਸ਼ਨ, ਉੱਚ ਸ਼ੁੱਧਤਾ, ਬਹੁ-ਵਿਭਿੰਨਤਾ ਅਤੇ ਪੁੰਜ ਉਤਪਾਦਨ ਨੂੰ ਮਹਿਸੂਸ ਕਰ ਸਕਦਾ ਹੈ.
2. ਉਪਕਰਨ ਬਣਤਰ:
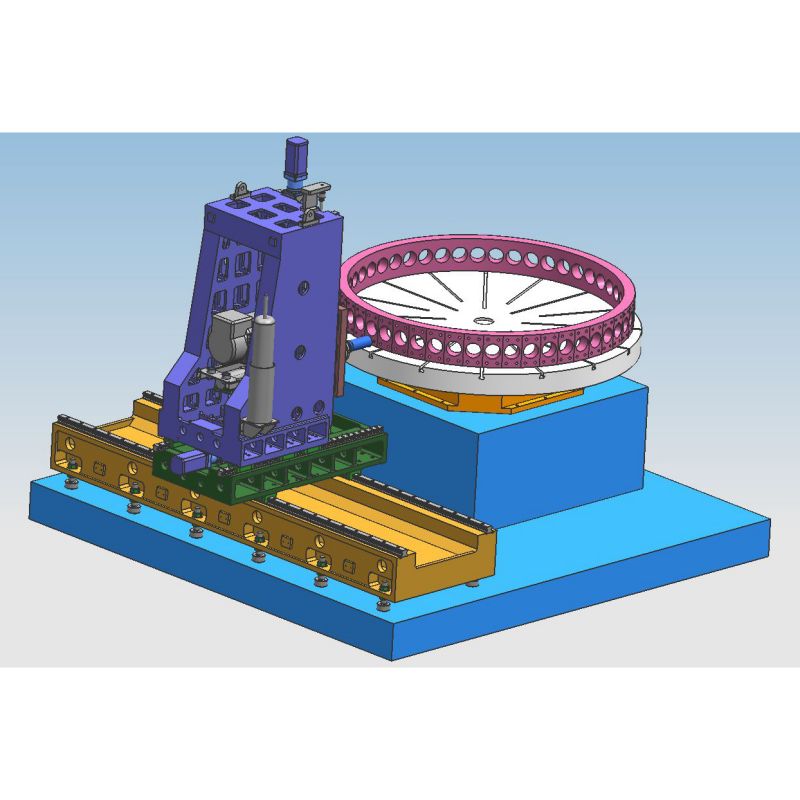
ਇਹ ਸਾਜ਼ੋ-ਸਾਮਾਨ ਮੁੱਖ ਤੌਰ 'ਤੇ ਬੈੱਡ, ਸੀਐਨਸੀ ਇੰਡੈਕਸਿੰਗ ਰੋਟਰੀ ਟੇਬਲ, ਮੂਵੇਬਲ ਕਾਲਮ, ਮੂਵੇਬਲ ਕਾਠੀ, ਡਿਰਲ ਅਤੇ ਮਿਲਿੰਗ ਪਾਵਰ ਹੈੱਡ, ਆਟੋਮੈਟਿਕ ਲੁਬਰੀਕੇਸ਼ਨ ਡਿਵਾਈਸ ਅਤੇ ਪ੍ਰੋਟੈਕਸ਼ਨ ਡਿਵਾਈਸ, ਸਰਕੂਲੇਟਿੰਗ ਕੂਲਿੰਗ ਡਿਵਾਈਸ, ਡਿਜੀਟਲ ਕੰਟਰੋਲ ਸਿਸਟਮ, ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਸਟਮ, ਇਲੈਕਟ੍ਰੀਕਲ ਸਿਸਟਮ ਅਤੇ ਇਸ ਤਰ੍ਹਾਂ ਦੇ ਹੋਰਾਂ ਨਾਲ ਬਣਿਆ ਹੈ। ਰੋਲਿੰਗ ਲੀਨੀਅਰ ਗਾਈਡ ਰੇਲ ਸਮਰਥਿਤ ਅਤੇ ਗਾਈਡ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਸ਼ੁੱਧਤਾ ਪੇਚ ਚਲਾਇਆ ਜਾਂਦਾ ਹੈ. ਮਸ਼ੀਨ ਵਿੱਚ ਉੱਚ ਸਥਿਤੀ ਸ਼ੁੱਧਤਾ ਅਤੇ ਦੁਹਰਾਓ ਸਥਿਤੀ ਸ਼ੁੱਧਤਾ ਹੈ.
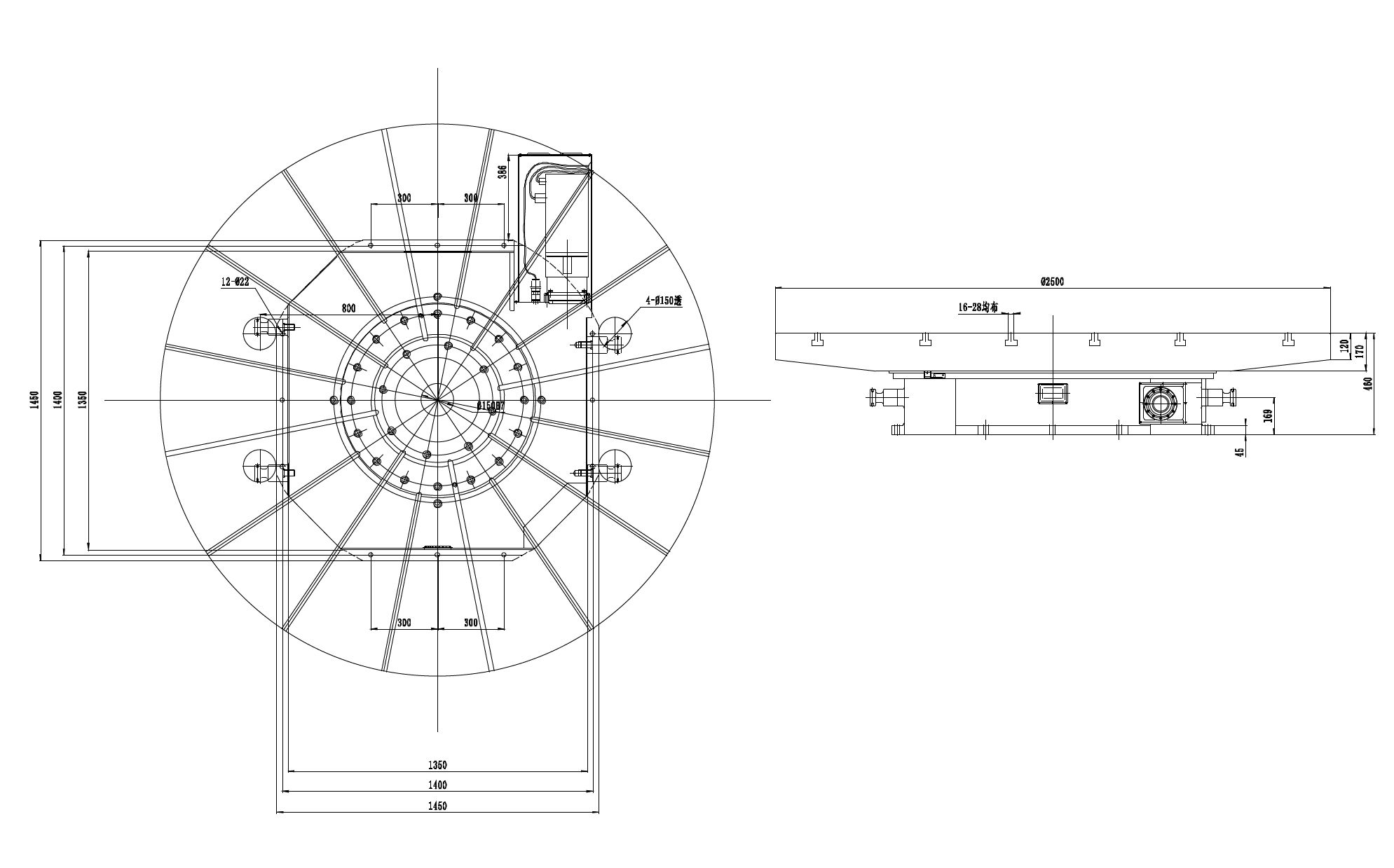
2.1 ਬੈੱਡ ਵਰਕਟੇਬਲ: ਬੈੱਡ HT250 ਕਾਸਟ ਆਇਰਨ ਸਟ੍ਰਕਚਰਲ ਹਿੱਸਿਆਂ ਦਾ ਬਣਿਆ ਹੋਇਆ ਹੈ। ਇਹ ਅੰਦਰੂਨੀ ਤਣਾਅ ਨੂੰ ਦੂਰ ਕਰਨ ਲਈ ਸੈਕੰਡਰੀ ਟੈਂਪਰਿੰਗ ਤੋਂ ਬਾਅਦ ਖਤਮ ਹੋ ਜਾਂਦਾ ਹੈ। ਇਸ ਵਿੱਚ ਚੰਗੀ ਗਤੀਸ਼ੀਲ ਅਤੇ ਸਥਿਰ ਕਠੋਰਤਾ ਹੈ ਅਤੇ ਕੋਈ ਵਿਗਾੜ ਨਹੀਂ ਹੈ। ਸ਼ੁੱਧਤਾ ਸੰਖਿਆਤਮਕ ਨਿਯੰਤਰਣ ਇੰਡੈਕਸਿੰਗ ਪਲੇਟ, ਸਰਵੋ ਡਰਾਈਵ 360° ਆਰਬਿਟਰੇਰੀ ਇੰਡੈਕਸਿੰਗ ਪੋਜੀਸ਼ਨਿੰਗ ਅਤੇ ਏਅਰ/ਹਾਈਡ੍ਰੌਲਿਕ ਲਾਕਿੰਗ, ਡਰਾਈਵ ਸਿਸਟਮ AC ਸਰਵੋ ਮੋਟਰ ਦੀ ਵਰਤੋਂ ਕਰਦਾ ਹੈ ਤਾਂ ਜੋ ਘੁੰਮਣ ਵਾਲੇ ਸ਼ਾਫਟ ਭਾਗ 360° ਨੂੰ ਆਟੋਮੈਟਿਕ ਇੰਡੈਕਸ ਕੀਤਾ ਜਾ ਸਕੇ, ਅਤੇ ਇੰਡੈਕਸਿੰਗ ਸ਼ੁੱਧਤਾ ਇੱਕ ਡਿਗਰੀ ਦਾ ਇੱਕ ਹਜ਼ਾਰਵਾਂ ਹਿੱਸਾ ਹੈ। ਇੰਡੈਕਸਿੰਗ ਪਲੇਟ ਬੈੱਡ ਦੇ ਸਿਖਰ 'ਤੇ ਰੱਖੀ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਵਿਵਸਥਿਤ ਬੋਲਟ ਬੈੱਡ ਦੇ ਹੇਠਲੇ ਹਿੱਸੇ 'ਤੇ ਵੰਡੇ ਜਾਂਦੇ ਹਨ, ਜੋ ਆਸਾਨੀ ਨਾਲ ਬੈੱਡ ਵਰਕਟੇਬਲ ਦੇ ਪੱਧਰ ਨੂੰ ਅਨੁਕੂਲ ਕਰ ਸਕਦੇ ਹਨ।
2.2 ਮੂਵਬਲ ਕਾਲਮ: ਚਲਣਯੋਗ ਕਾਸਟ ਆਇਰਨ ਬਣਤਰ ਕਾਲਮ ਅੰਦਰੂਨੀ ਤਣਾਅ ਨੂੰ ਦੂਰ ਕਰਨ ਲਈ ਸੈਕੰਡਰੀ ਟੈਂਪਰਿੰਗ ਟ੍ਰੀਟਮੈਂਟ ਤੋਂ ਬਾਅਦ ਖਤਮ ਹੋ ਜਾਂਦਾ ਹੈ। ਇਸ ਵਿੱਚ ਚੰਗੀ ਗਤੀਸ਼ੀਲ ਅਤੇ ਸਥਿਰ ਕਠੋਰਤਾ ਹੈ ਅਤੇ ਕੋਈ ਵਿਗਾੜ ਨਹੀਂ ਹੈ। ਸਟੀਕਸ਼ਨ ਬਾਲ ਪੇਚ ਜੋੜਾ ਅਤੇ ਇੱਕ ਸਰਵੋ ਮੋਟਰ ਦਾ ਇੱਕ ਸੈੱਟ ਕਾਲਮ ਸਲਾਈਡ ਨੂੰ Y-ਧੁਰੀ ਦਿਸ਼ਾ ਵਿੱਚ ਮੂਵ ਕਰਦਾ ਹੈ। ਸਟੀਕਸ਼ਨ ਬਾਲ ਪੇਚ ਜੋੜਾ ਅਤੇ ਇੱਕ ਸਰਵੋ ਮੋਟਰ ਦਾ ਇੱਕ ਸੈੱਟ ਕਾਲਮ ਸਲਾਈਡ ਨੂੰ X-ਧੁਰੀ ਦਿਸ਼ਾ ਵਿੱਚ ਮੂਵ ਕਰਦਾ ਹੈ। ਯੂਨਿਟ ਸਲਾਈਡ 'ਤੇ ਇੱਕ ਡ੍ਰਿਲਿੰਗ ਯੂਨਿਟ ਸਥਾਪਿਤ ਕਰੋ। ਕਾਲਮ ਦੀ ਗਤੀ ਨੂੰ ਕਪਲਿੰਗ ਦੁਆਰਾ ਸਰਵੋ ਮੋਟਰ ਦੁਆਰਾ ਚਲਾਏ ਗਏ ਬਾਲ ਪੇਚ 'ਤੇ ਬਾਲ ਨਟ ਦੇ ਰੋਟੇਸ਼ਨ ਦੁਆਰਾ ਮਹਿਸੂਸ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
2.3 ਮੋਬਾਈਲ ਕਾਠੀ: ਮੋਬਾਈਲ ਕਾਠੀ ਦੋ ਅਤਿ-ਉੱਚ ਬੇਅਰਿੰਗ ਸਮਰੱਥਾ ਰੋਲਿੰਗ ਲੀਨੀਅਰ ਗਾਈਡ ਰੇਲ ਜੋੜਿਆਂ, ਸਟੀਕਸ਼ਨ ਬਾਲ ਪੇਚ ਜੋੜੇ ਦਾ ਇੱਕ ਸੈੱਟ ਅਤੇ ਇੱਕ ਸਰਵੋ ਮੋਟਰ ਨਾਲ ਲੈਸ ਹੈ, ਜੋ ਡਰਿਲਿੰਗ ਪਾਵਰ ਹੈੱਡ ਨੂੰ Z-ਧੁਰੀ ਦਿਸ਼ਾ ਵਿੱਚ ਜਾਣ ਲਈ ਚਲਾਉਂਦੀ ਹੈ, ਜੋ ਕਿ ਪਾਵਰ ਹੈੱਡ ਫਾਸਟ ਫਾਰਵਰਡ, ਵਰਕ ਫਾਰਵਰਡ, ਫਾਸਟ ਰਿਵਰਸ, ਸਟਾਪ ਅਤੇ ਹੋਰ ਕਿਰਿਆਵਾਂ ਦਾ ਅਹਿਸਾਸ ਕਰੋ। ਇਸ ਵਿੱਚ ਆਟੋਮੈਟਿਕ ਚਿੱਪ ਤੋੜਨ, ਚਿੱਪ ਹਟਾਉਣ ਅਤੇ ਵਿਰਾਮ ਦੇ ਕਾਰਜ ਹਨ।
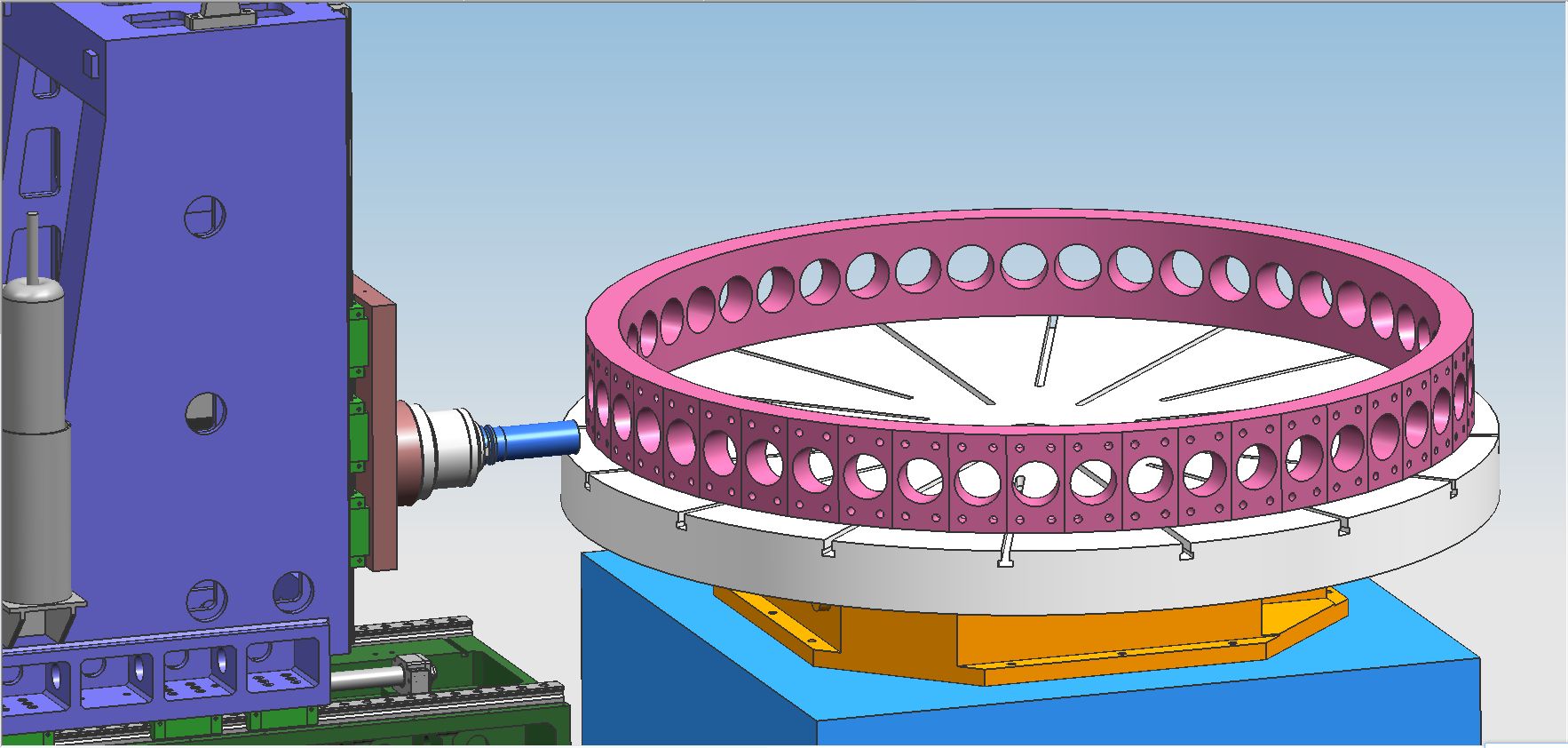
2.4 ਡ੍ਰਿਲਿੰਗ ਪਾਵਰ ਹੈੱਡ: ਡ੍ਰਿਲਿੰਗ ਪਾਵਰ ਹੈੱਡ ਤਾਈਵਾਨ ਮਕੈਨੀਕਲ ਸਪਿੰਡਲ ਨੂੰ ਅਪਣਾਉਂਦਾ ਹੈ, ਅਤੇ ਵਿਸ਼ੇਸ਼ ਸ਼ੁੱਧਤਾ ਸਪਿੰਡਲ ਕੋਣੀ ਸੰਪਰਕ ਬੇਅਰਿੰਗ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ, ਜੋ ਉੱਚ-ਤਾਕਤ ਸਮਕਾਲੀ ਬੈਲਟ ਟ੍ਰਾਂਸਮਿਸ਼ਨ ਦੁਆਰਾ ਸਟੈਪਲੇਸ ਸਪੀਡ ਤਬਦੀਲੀ ਨੂੰ ਮਹਿਸੂਸ ਕਰਦੀ ਹੈ। ਸਰਵੋ ਮੋਟਰਾਂ ਅਤੇ ਬਾਲ ਪੇਚਾਂ ਦੁਆਰਾ ਚਲਾਇਆ ਜਾਂਦਾ ਹੈ. Y-ਧੁਰਾ ਜੋੜਿਆ ਜਾ ਸਕਦਾ ਹੈ, ਅਰਧ-ਬੰਦ-ਲੂਪ ਨਿਯੰਤਰਣ ਨੂੰ ਅਪਣਾ ਲੈਂਦਾ ਹੈ, ਅਤੇ ਰੇਖਿਕ ਅਤੇ ਗੋਲਾਕਾਰ ਇੰਟਰਪੋਲੇਸ਼ਨ ਫੰਕਸ਼ਨਾਂ ਨੂੰ ਮਹਿਸੂਸ ਕਰ ਸਕਦਾ ਹੈ। ਸਪਿੰਡਲ ਸਿਰੇ ਇੱਕ BT50 ਟੇਪਰ ਮੋਰੀ ਹੈ।
2.5 ਆਟੋਮੈਟਿਕ ਲੁਬਰੀਕੇਸ਼ਨ ਡਿਵਾਈਸ ਅਤੇ ਸੁਰੱਖਿਆ ਉਪਕਰਣ:
ਇਹ ਮਸ਼ੀਨ ਇੱਕ ਆਟੋਮੈਟਿਕ ਲੁਬਰੀਕੇਸ਼ਨ ਯੰਤਰ ਨਾਲ ਲੈਸ ਹੈ, ਜੋ ਗਾਈਡ ਰੇਲਜ਼, ਲੀਡ ਪੇਚਾਂ ਅਤੇ ਰੈਕਾਂ ਵਰਗੇ ਮੂਵਿੰਗ ਜੋੜਿਆਂ ਨੂੰ ਆਪਣੇ ਆਪ ਲੁਬਰੀਕੇਟ ਕਰ ਸਕਦੀ ਹੈ। ਮਸ਼ੀਨ
Z-ਧੁਰਾ ਅਤੇ Y-ਧੁਰਾ ਧੂੜ-ਪਰੂਫ ਸੁਰੱਖਿਆ ਕਵਰਾਂ ਨਾਲ ਲੈਸ ਹਨ, ਅਤੇ ਵਰਕਟੇਬਲ ਦੇ ਆਲੇ-ਦੁਆਲੇ ਵਾਟਰਪ੍ਰੂਫ ਸਪਲੈਸ਼ ਬੈਫਲ ਲਗਾਏ ਗਏ ਹਨ।
2.6 ਪੂਰੀ ਡਿਜੀਟਲ ਸੰਖਿਆਤਮਕ ਨਿਯੰਤਰਣ ਪ੍ਰਣਾਲੀ:
2.6.1. ਚਿੱਪ ਬ੍ਰੇਕਿੰਗ ਫੰਕਸ਼ਨ ਦੇ ਨਾਲ, ਚਿੱਪ ਤੋੜਨ ਦਾ ਸਮਾਂ ਅਤੇ ਚਿੱਪ ਬ੍ਰੇਕਿੰਗ ਚੱਕਰ ਨੂੰ ਮੈਨ-ਮਸ਼ੀਨ ਇੰਟਰਫੇਸ 'ਤੇ ਸੈੱਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
2.6.2. ਟੂਲ ਲਿਫਟਿੰਗ ਫੰਕਸ਼ਨ ਨਾਲ ਲੈਸ, ਟੂਲ ਲਿਫਟਿੰਗ ਦੀ ਉਚਾਈ ਨੂੰ ਮੈਨ-ਮਸ਼ੀਨ ਇੰਟਰਫੇਸ 'ਤੇ ਸੈੱਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ. ਜਦੋਂ ਡ੍ਰਿਲਿੰਗ ਇਸ ਉਚਾਈ 'ਤੇ ਪਹੁੰਚ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਡ੍ਰਿਲ ਬਿੱਟ ਨੂੰ ਤੇਜ਼ੀ ਨਾਲ ਵਰਕਪੀਸ ਦੇ ਸਿਖਰ 'ਤੇ ਚੁੱਕਿਆ ਜਾਂਦਾ ਹੈ, ਫਿਰ ਚਿਪਸ ਨੂੰ ਸੁੱਟ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਫਿਰ ਤੇਜ਼ੀ ਨਾਲ ਡ੍ਰਿਲਿੰਗ ਸਤਹ 'ਤੇ ਅੱਗੇ ਵਧਾਇਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਆਪਣੇ ਆਪ ਕੰਮ ਕਰਨ ਲਈ ਬਦਲ ਜਾਂਦਾ ਹੈ।
2.6.3. ਕੇਂਦਰੀਕ੍ਰਿਤ ਓਪਰੇਸ਼ਨ ਕੰਟਰੋਲ ਬਾਕਸ ਅਤੇ ਹੈਂਡ-ਹੋਲਡ ਯੂਨਿਟ ਸੰਖਿਆਤਮਕ ਨਿਯੰਤਰਣ ਪ੍ਰਣਾਲੀ ਨੂੰ ਅਪਣਾਉਂਦੇ ਹਨ ਅਤੇ USB ਇੰਟਰਫੇਸ ਅਤੇ LCD ਤਰਲ ਕ੍ਰਿਸਟਲ ਡਿਸਪਲੇ ਸਕ੍ਰੀਨ ਨਾਲ ਲੈਸ ਹੁੰਦੇ ਹਨ। ਪ੍ਰੋਗਰਾਮਿੰਗ, ਸਟੋਰੇਜ, ਡਿਸਪਲੇ ਅਤੇ ਸੰਚਾਰ ਦੀ ਸਹੂਲਤ ਲਈ, ਓਪਰੇਸ਼ਨ ਇੰਟਰਫੇਸ ਵਿੱਚ ਮੈਨ-ਮਸ਼ੀਨ ਵਾਰਤਾਲਾਪ, ਗਲਤੀ ਮੁਆਵਜ਼ਾ, ਅਤੇ ਆਟੋਮੈਟਿਕ ਅਲਾਰਮ ਵਰਗੇ ਕਾਰਜ ਹਨ।
2.6.4. ਸਾਜ਼-ਸਾਮਾਨ ਵਿੱਚ ਪ੍ਰੋਸੈਸਿੰਗ ਤੋਂ ਪਹਿਲਾਂ ਮੋਰੀ ਸਥਿਤੀ ਦਾ ਪੂਰਵਦਰਸ਼ਨ ਅਤੇ ਮੁੜ-ਮੁਆਇਨਾ ਕਰਨ ਦਾ ਕੰਮ ਹੈ, ਅਤੇ ਓਪਰੇਸ਼ਨ ਬਹੁਤ ਸੁਵਿਧਾਜਨਕ ਹੈ
* ਵੱਡੇ ਰਿੰਗਾਂ ਨੂੰ ਲਹਿਰਾਉਣ ਅਤੇ ਖੁਆਉਣ ਦੀ ਸਹੂਲਤ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ, ਮਸ਼ੀਨ ਦੀ ਕੋਈ ਬਾਹਰੀ ਸੁਰੱਖਿਆ ਨਹੀਂ ਹੈ, ਅਤੇ ਬਾਹਰੀ ਸੁਰੱਖਿਆ ਵਿਕਲਪਿਕ ਹੈ।
3. ਮਸ਼ੀਨਵਾਤਾਵਰਣ ਦੀ ਵਰਤੋਂ ਕਰੋ:
ਪਾਵਰ ਸਪਲਾਈ: ਤਿੰਨ-ਪੜਾਅ AC380V±10%, 50Hz±1 ਅੰਬੀਨਟ ਤਾਪਮਾਨ: 0°~ 45°
4.ਤਕਨੀਕੀ ਮਾਪਦੰਡ
| ਮਾਡਲ | BOSM-1000 | |
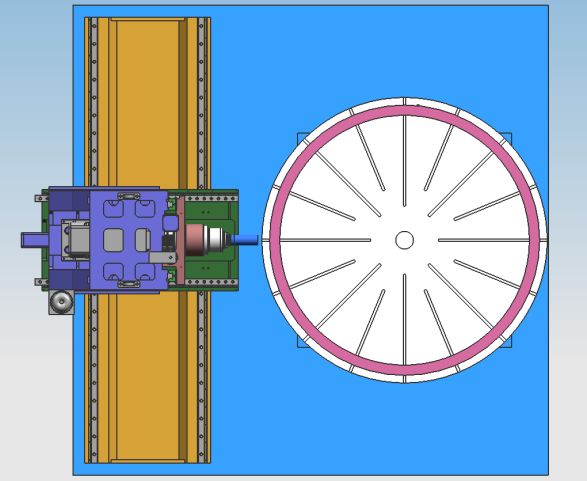
| ਅਧਿਕਤਮ ਪ੍ਰੋਸੈਸਿੰਗ ਵਰਕਪੀਸ ਦਾ ਆਕਾਰ | ਵਰਕਪੀਸ ਦਾ ਵੱਧ ਤੋਂ ਵੱਧ ਰੋਟੇਸ਼ਨ ਵਿਆਸ (mm) | ≤Φ2000 |
|
ਵਰਕਟੇਬਲ | ਵਰਕਟੇਬਲ (ਮਿਲੀਮੀਟਰ) ਵਰਗ ਦੇ ਮਾਪ | □1000 |
| ਵਰਕਟੇਬਲ (ਮਿਲੀਮੀਟਰ) ਗੋਲ ਦੇ ਮਾਪ | Φ1200 | |
| ਹਰੀਜੱਟਲ ਅਧਿਕਤਮ ਲੋਡ (ਕਿਲੋਗ੍ਰਾਮ) | 5000 | |
|
ਵਰਟੀਕਲ ਰਾਮ ਡ੍ਰਿਲਿੰਗ ਯੂਨਿਟ | ਰਕਮ) | 1 |
| ਸਪਿੰਡਲ ਟੇਪਰ | BT50 | |
| ਡ੍ਰਿਲਿੰਗ ਵਿਆਸ (ਮਿਲੀਮੀਟਰ) | 2-120 | |
| ਮਿਲਿੰਗ ਕਟਰ ਡਿਸਕ ਵਿਆਸ (ਮਿਲੀਮੀਟਰ) | 200 | |
| ਟੈਪਿੰਗ ਵਿਆਸ (ਮਿਲੀਮੀਟਰ) | M6-M36 | |
| ਸਪਿੰਡਲ ਸਿਰੇ ਦੇ ਚਿਹਰੇ ਤੋਂ ਟੇਬਲ ਸੈਂਟਰ ਤੱਕ ਦੂਰੀ (ਮਿਲੀਮੀਟਰ) | 1000-1600 ਹੈ | |
| ਸਪਿੰਡਲ ਸੈਂਟਰ ਤੋਂ ਟੇਬਲ ਦੇ ਉੱਪਰਲੇ ਹਿੱਸੇ ਤੱਕ ਦੂਰੀ (mm) | 100-1100 ਹੈ | |
| ਸਪਿੰਡਲ ਸਪੀਡ (r/min) | 30-3000 ਹੈ | |
| ਸਪਿੰਡਲ ਮੋਟਰ ਪਾਵਰ (kw) | 30 | |
| ਵਰਕਪੀਸ ਰੋਟੇਸ਼ਨ ਧੁਰਾ (A ਧੁਰਾ) | ਅਧਿਕਤਮ ਭਾਗ ਸੰਖਿਆ (ਮਿਲੀਮੀਟਰ) | 360° |
| ਘੱਟੋ-ਘੱਟ ਡਿਵੀਜ਼ਨ ਯੂਨਿਟ ਸੈੱਟ ਕਰੋ | 0.001° | |
| ਏ-ਐਕਸਿਸ ਸਰਵੋ ਮੋਟਰ ਪਾਵਰ (kw) | 4.2 | |
| ਪਾਵਰ ਹੈੱਡ ਖੱਬੇ ਅਤੇ ਸੱਜੇ ਹਿਲਦਾ ਹੈ (X ਧੁਰਾ) | ਅਧਿਕਤਮ ਸਟ੍ਰੋਕ (ਮਿਲੀਮੀਟਰ) | 2000 |
| ਐਕਸ-ਐਕਸਿਸ ਗਤੀ (m/min) | 0~8 | |
| ਐਕਸ-ਐਕਸਿਸ ਸਰਵੋ ਮੋਟਰ ਪਾਵਰ (kw) | 2.4 | |
| ਪਾਵਰ ਹੈੱਡ ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ ਚਲਦਾ ਹੈ (Y ਧੁਰਾ) | ਅਧਿਕਤਮ ਸਟ੍ਰੋਕ (ਮਿਲੀਮੀਟਰ) | 1000 |
| Y- ਧੁਰੇ ਦੀ ਗਤੀ (m/min) | 0~8 | |
| ਵਾਈ-ਐਕਸਿਸ ਸਰਵੋ ਮੋਟਰ ਪਾਵਰ (kw) | 2.4 ਬ੍ਰੇਕ | |
| ਕਾਲਮ ਲੰਮੀ ਗਤੀ (Z ਧੁਰਾ) | ਅਧਿਕਤਮ ਸਟ੍ਰੋਕ (ਮਿਲੀਮੀਟਰ) | 600 |
| Z-ਧੁਰੇ ਦੀ ਗਤੀ (m/min) | 0~4 | |
| Z ਐਕਸਿਸ ਸਰਵੋ ਮੋਟਰ ਪਾਵਰ (kw) | 2.4 | |
| ਸਥਿਤੀ ਦੀ ਸ਼ੁੱਧਤਾ | 1000mm | ±0.05 |
| ਦੁਹਰਾਉਣਯੋਗਤਾ | 1000mm | ±0.025 |
| CNC ਇੰਡੈਕਸਿੰਗ ਟੇਬਲ ਇੰਡੈਕਸਿੰਗ ਸ਼ੁੱਧਤਾ (mm) |
| 15” |
| ਮਸ਼ੀਨ ਦੇ ਮਾਪ (ਸੁਰੱਖਿਆ ਸਮੇਤ) | ਲੰਬਾਈ (X) × ਚੌੜਾਈ (Z) × ਉਚਾਈ (Y) (mm) | 约 5300*6000*3400 |
| ਸੁਰੱਖਿਆ ਸਮੇਤ ਕੁੱਲ ਭਾਰ (t) | (ਲਗਭਗ) 20 | |